2205/2507雙相不銹鋼的機(jī)加工
雙相不銹鋼的應(yīng)用日益廣泛,為了幫助用戶更好地認(rèn)識、選擇、加工和應(yīng)用這類不銹鋼,國際鉬協(xié)會(huì)出版了最新版的《雙相不銹鋼加工制造實(shí)用指南》,介紹了雙相不銹鋼的各種特性,并圍繞雙相不銹鋼應(yīng)用的難點(diǎn)之一加工和焊接,給出了加工和焊接雙相不銹鋼的基本原則和實(shí)用信息。內(nèi)容包括:雙相不銹鋼的特性和分類、發(fā)展歷程、化學(xué)成分、冶金學(xué)、耐腐蝕性能、力學(xué)性能、物理性能、如何提出技術(shù)要求、質(zhì)量控制、切割、成形、焊接、應(yīng)用等。因內(nèi)容較多,將分若干次發(fā)布,歡迎關(guān)注!
雙相不銹鋼的屈服強(qiáng)度一般是非氮合金化的奧氏體不銹鋼屈服強(qiáng)度的兩倍,它們的初始加工硬化率至少與常見的奧氏體不銹鋼相當(dāng)。雙相不銹鋼的切削碎屑堅(jiān)硬,對刀具有磨損作用,較高合金化的雙相不銹鋼更是如此。因?yàn)樵陔p相不銹鋼的生產(chǎn)中硫含 量控制得盡可能地低,所以對斷屑沒有什么幫助。
由于這些原因,雙相不銹鋼比具有同樣耐腐蝕性的300系列奧氏體不銹鋼更難進(jìn)行機(jī)加工,雙相不銹鋼的機(jī)加工一般要求更大的切割力,并且刀具的磨損更快。當(dāng)采用硬質(zhì)合金刀具時(shí),機(jī)加工的困難程度最明顯。 圖16給出了幾種雙相不銹鋼和316不銹鋼的相對機(jī)加工性能指標(biāo)比較。注意,與316不銹鋼相比,經(jīng)濟(jì)型雙相不銹鋼S32101的機(jī)加工性能等級更高。
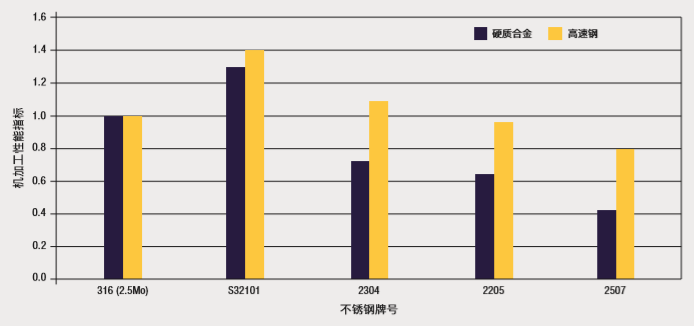
圖16 采用硬質(zhì)合金刀具和高速鋼刀具,雙相不銹鋼和316不銹鋼 (2.5Mo) 機(jī)加工性能的比較 (來源:Outokumpu)
雙相不銹鋼機(jī)加工的一般原則
下述的機(jī)加工原則適用于所有的不銹鋼,而對于雙相不銹鋼而言,遵循這些原則尤為重要。
• 使用大功率、堅(jiān)固的設(shè)備,刀具和工件需要很牢固地固定 (對于同樣的切割,雙相不銹鋼需要的切削力比相應(yīng)奧氏體不銹鋼的大得多);
• 保持刀具伸出的部分盡可能地短,以使振動(dòng)最小化;
• 刀尖半徑不大于所必要的值;
• 選用形狀鋒利的硬質(zhì)刀具,既有鋒利的刀口,又有足夠的強(qiáng)度;
• 設(shè)計(jì)機(jī)加工的順序,使切削深度總是在前幾道切削形成的加工硬化層以下;
• 切削速度要足夠大,但不要過快,以避免切削瘤和快速磨損;
• 定期更換刀具的刀片或重新研磨以保證刀刃的鋒利;
• 使用大流量的冷卻劑/潤滑劑,利用切削油或加有極壓 (EP) 添加劑的乳液;
• 使用帶分屑溝形狀的硬質(zhì)合金涂層刀片。
車削和端面車削
車削和端面車削操作涉及許多變量,因此不可能給出適用于所有情況的具體建議。圖17和表12給出了車削和切割的一般準(zhǔn)則。車削操作可使用硬質(zhì)合金刀具,允許使用比高速工具鋼更高的速度。然而,要更加注意硬質(zhì)合金刀具和工件的剛度,而且應(yīng)當(dāng) 避免斷續(xù)地切割。
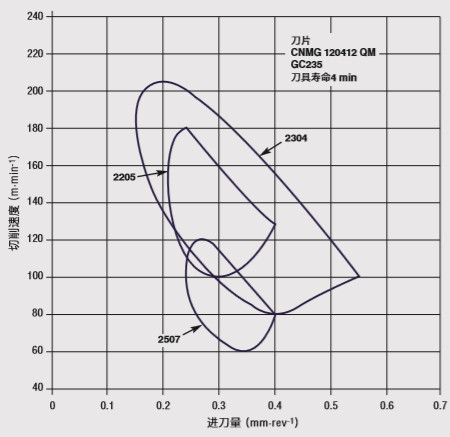
圖17 采用硬質(zhì)合金刀具車削雙相不銹鋼車削參數(shù)的比較,刀具壽命為4分鐘
(來源:Sandvik)
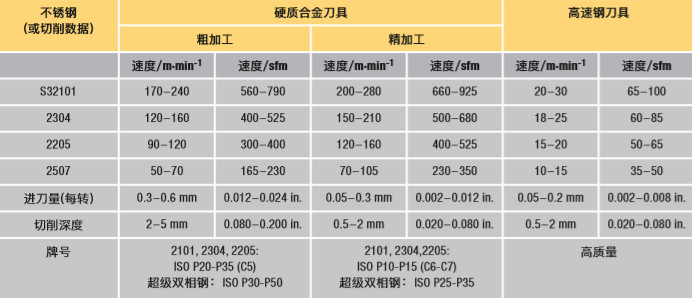
表12 雙相不銹鋼端面車削指導(dǎo)原則 (來源:Outokumpu)
采用硬質(zhì)合金刀具進(jìn)行端面銑削
采用硬質(zhì)合金刀具進(jìn)行雙相不銹鋼端面銑削的指導(dǎo)原則見表13。
• 采用帶涂層的刀片或高韌性的鑲裝刀片進(jìn)行粗加工,當(dāng)需要更精細(xì)的精加工時(shí),可以使用更堅(jiān)硬的鑲裝刀片;
• 采用同向銑削,其切屑平均厚度至少為0.1毫米 (0.004英寸),隨著進(jìn)刀角度從45°增大到90°,進(jìn)刀量的調(diào)整比例系數(shù)為1.0-0.7;
• 為了使切屑很好地從刀具拋出,加工過程特別是在粗加工過程中,不使用冷卻劑。
表13 采用硬質(zhì)合金刀具進(jìn)行雙相不銹鋼端面銑削的指導(dǎo)原則 (來源:Outokumpu)


端面銑削操作 © AB Sandvik Coromant
采用高速鋼鉆頭進(jìn)行螺旋鉆
表14和15給出了采用高速鋼鉆頭對雙相不銹鋼進(jìn)行螺旋鉆的準(zhǔn)則。
• 鉆頭形狀:鉆尖角130°,推薦采用自動(dòng)定心的鉆頭形狀,對于大直徑的鉆頭,建議采用橫刃修磨。
• 冷卻劑:10%的乳化劑充分流動(dòng)到鉆頭,對于深度大于兩倍直徑的情形,通過定期用冷卻劑在孔道溢流排出切屑。
• 提高速度:采用TiN涂層,速度增加10%,采用鉆頭冷卻劑,速度可以提高10%-20%。
表14 雙相不銹鋼采用高速鋼進(jìn)行螺旋鉆的參數(shù) (SI制) (來源: Outokumpu)

表15 雙相不銹鋼采用高速鋼進(jìn)行螺旋鉆的參數(shù)(英制) (來源: Outokumpu)


> Nimonic80A鎳基高溫合金 ?? ? 2024-12-17
> GH4145一種耐腐蝕、耐氧化 ?? ? 2024-12-17
> GH4169一種以Fe-Ni-Cr為基沉 ?? ? 2024-12-17
> GH3625合金在使用溫度達(dá) ?? ? 2024-12-17
> GH3600(GH600)鎳鉻基高溫 ?? ? 2024-12-17
> GH2132一種以Fe-Ni-Cr為基的 ?? ? 2024-12-17
> GH2901固溶硬化型變形高溫 ?? ? 2024-12-17
上一條:2205/2507雙相不銹鋼的成型 下一條:409、439、444力學(xué)性能及物理性能 返回列表