鐵素體不銹鋼的焊接和釬焊
鐵素體不銹鋼的焊接和釬焊
許多連接不銹鋼的方法都能夠很好地應用于鐵素體不銹鋼。
焊接:通過使母材和填充金屬熔化后重新凝固實現兩個或多個材料完全的結合。
軟釬焊:使用熔點在 450°C 以下的填充金屬,將待焊金屬加熱到釬焊溫度(低于母材金屬的熔點)使金屬結合。
硬釬焊:與軟釬焊相同,但焊接溫度 > 450°C。
在諸多為碳鋼而研發同時也適用于不銹鋼焊接的方法中,只有某些真正適合于鐵素體不銹鋼的焊接并且已經成為標準:電弧焊、電阻焊、電子束焊,激光焊和磨擦焊。

焊接是連接金屬最經濟、效率最高的方法。這個過程使得結構的輕量化成為可能(通過選用最佳材料),連接所有的工業金屬并可提供設計的靈活性。
不銹鋼的焊接性受其化學成分,金相組織和物理性能的影響,鐵素體不銹鋼在進行焊接時,具有一些比奧氏體不銹鋼有用的優勢,因為鐵素體不銹鋼熱膨脹系數較低,電阻率較小,導熱率較高。

439不銹鋼汽車排氣管的焊接
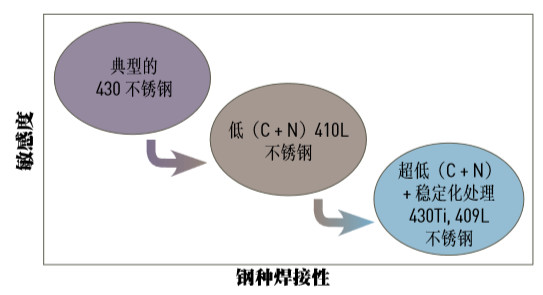
穩定化和非穩定化的鐵素體不銹鋼牌號
一般而言,與奧氏體不銹鋼相比,鐵素體不銹鋼不太容易產生焊接導致的晶間腐蝕。
尤其是對于經“穩定化處理”的鐵素體不銹鋼來說,更是這樣。所謂穩定化處理,就是添加強碳化物形成元素,如鈦 (Ti) 和鈮 (Nb)。這些元素與鋼中的碳結合,防止焊接過程中碳與鉻結合形成碳化鉻。這樣就避免了在晶界產生貧鉻區,經穩定化處理過的鐵素體不銹鋼實際上不會發生晶間腐蝕。
為了保證完全的穩定化,鈦含量必須比碳含量高五倍,或者鈮加鈦的含量必須比碳含量高三倍。有時,適當加入氮是明智的,可細化熔合區的晶粒。
非穩定化處理的鐵素體不銹鋼不含鈦或鈮,由于碳化鉻的形成,在熱影響區易發生晶間腐蝕。這種現象叫“敏化”,其程度主要取決于碳含量。
敏化的不銹鋼,其耐蝕性可以通過在 600-800°C 溫度范圍內退火處理而恢復。
填充金屬過匹配
為了保證焊縫的耐腐蝕性,鐵素體填充金屬的 Cr,Mo,Ti 和(或)Nb 合金元素的含量要稍高于在母材中的含量。這是由于加熱會造成焊接區鉻的損失。也可以采用Cr 和 Mo 含量高于母材的奧氏體填充金屬。
保護氣體
由于Cr含量高,不銹鋼在熔化狀態下很容易發生氧化。如果在焊接過程中沒有使其與空氣隔離,則鉻會損失,形成氧化物,導致焊縫缺陷和耐腐蝕性降低。一般規定采用惰性氣體保護來實現對焊縫表面和附近區域的保護。保護氣體可以是純氬(Ar)或氦氣(He)或者是二者的混合氣體。
對于鐵素體不銹鋼的焊接,保護氣體應當是純氬氣或者是氬和氦的混合氣體。奧氏體不銹鋼焊接常用的氬氣氫氣混合氣體,會造成鐵素體焊接接頭的氫脆。氬氣是最常用的背面保護氣體(用來保護工件的背面)。在焊接鐵素體不銹鋼時,禁止使用氮氣。
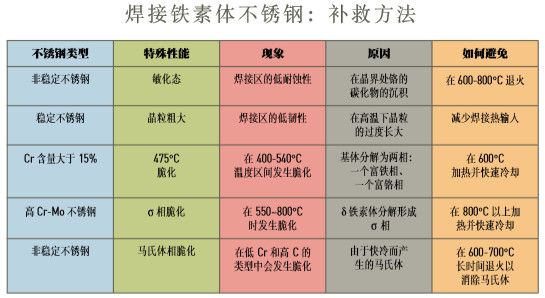
鐵素體不銹鋼焊接問題的發現和解決
除了上述風險之外,還有高溫下由“相的形成”和“晶粒粗化”而產生的脆化。這些問題的解決方法列在下面的“糾正方法”表中。
電弧焊是鐵素體不銹鋼最常用的焊接方法。
鎢極氬弧焊(GTAW 或 TIG/WIG)
在這種方法中,熔化金屬所需要的能量是由鎢極和工件之間產生的電弧來提供的。
不銹鋼的焊接通常是在惰性氣體的保護氛圍中,采用直流正極性電源來進行焊接(鎢極是負極)。如果使用填充金屬,采用不帶藥皮的焊條(手工焊)或盤狀焊絲(自動焊)。
熔化極氬弧焊(GMAW 或 MIG)
與鎢極氬弧焊不同,在熔化極氬弧焊(也稱熔化極氣體保護焊)中,焊條是消耗性的。電弧在熔融填充焊絲和工件之間引燃。保護氣體通過焊槍噴出,圍繞在焊絲的周圍,保護氣體通常是氬氣加 2% - 3% 的氧氣。對于某些焊接工藝可采用較復雜的混合氣體。
由于焊縫基本上是由填充金屬形成的,因此至關重要的是,填充金屬的成分應當能促進熔透并完善母材的潤濕性。
這種高生產效率的工藝比鎢極氬弧焊(GTAW)操作起來更為困難,但若工藝過程控制良好,則其結果會很好。
現有若干種電阻焊方法,最常見的是點焊和縫焊。電阻焊的主要優點如下:
-
焊接熱影響區(HAZ)的金相組織變化小;
-
如果板材正確冷卻的話,可真正實現表面無氧化;
-
焊后板的變形非常小;
-
焊接過程中的“鍛壓”形變對于鐵素體不銹鋼的焊接尤其有用;
與低碳鋼相比,不銹鋼在焊接參數方面的不同主要是所需能量較低且對焊接電源調節的精確性要求更高(這是由于不銹鋼較低的導熱性和導電性)和需要更高的電極力。

適用于鐵素體不銹鋼的其它方法還有電子束焊、激光焊和摩擦焊。
軟釬焊和硬釬焊是通過采用熔點低于母材的易熔化填充金屬在固態連接金屬部件的方法。軟釬焊采用的釬料的熔點低于450°C,而硬釬焊采用的釬料則較硬且熔點較高。
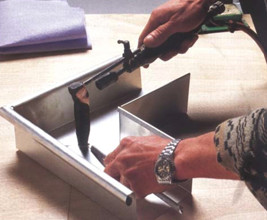
軟釬焊槽,鍍錫 430Ti 不銹鋼
這兩種連接方法優點如下:
-
只需溫度較低的熱源;
-
連接可以是永久的也可以是暫時的;
-
可用于異種金屬之間的連接;
-
加熱和冷卻速度慢;
-
可連接不同厚度的部件;
-
調整易實現;
-
與焊接相比需要的熱量少。
在決定是否采用軟釬焊或硬釬焊時,應仔細評估接頭的強度和性能要求。
焊接時,保證熔融釬料對兩個固態部件良好的潤濕性是非常必要的。
非穩定化不銹鋼更易發生敏化現象。
酸洗、鈍化和除銹
由于焊接而產生的輕微變色可以通過機械除銹或通過酸洗等化學處理方法去除。
酸洗可采用10%HNO3 + 2%HF混合溶液或者采用酸洗膏。
酸洗后可以接著進行鈍化和除污處理以幫助鈍化層迅速重新形成并去掉金屬殘余物(鐵顆粒)。鈍化是浸沒在20%-25%的硝酸中進行。
焊接區的局部鈍化也可通過采用專門的鈍化膏。
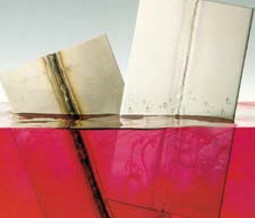
酸洗前后
> Nimonic80A鎳基高溫合金 ?? ? 2024-12-17
> GH4145一種耐腐蝕、耐氧化 ?? ? 2024-12-17
> GH4169一種以Fe-Ni-Cr為基沉 ?? ? 2024-12-17
> GH3625合金在使用溫度達 ?? ? 2024-12-17
> GH3600(GH600)鎳鉻基高溫 ?? ? 2024-12-17
> GH2132一種以Fe-Ni-Cr為基的 ?? ? 2024-12-17
> GH2901固溶硬化型變形高溫 ?? ? 2024-12-17


