切削加工應用知識大全
一、切削刀具的基本分類
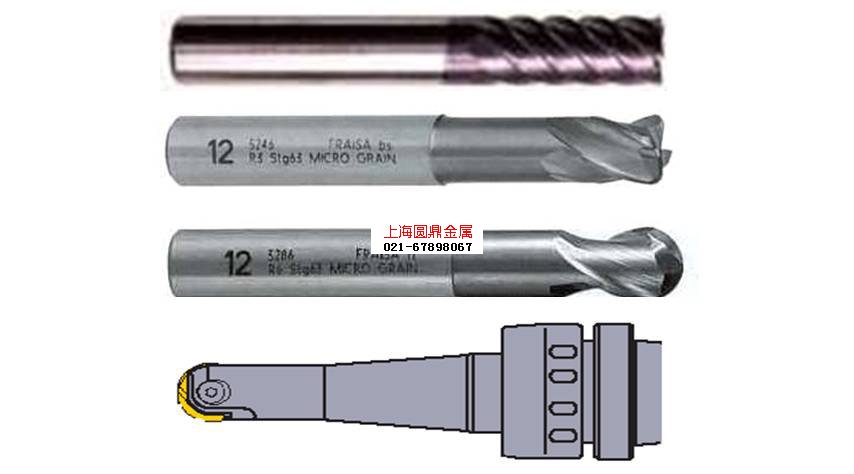
按端部幾何形狀分:
-
平底端銑刀
-
平底R角端銑刀
-
球頭端銑刀
-
可轉位鑲嵌式端銑刀
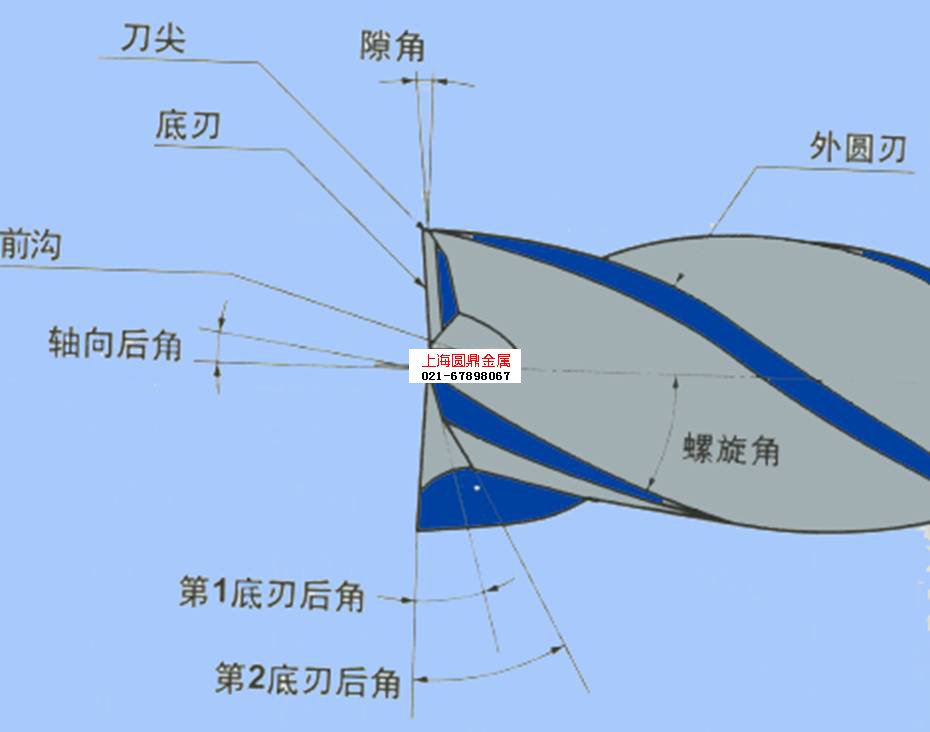
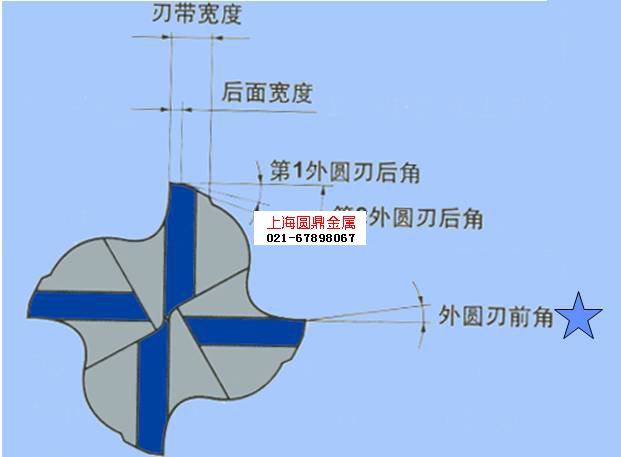
二、切削刀具的基本幾何結構

三、切削刀具的幾何精度
用于精加工的切削刀具,切削刃必須具有很好的輪廓精度。
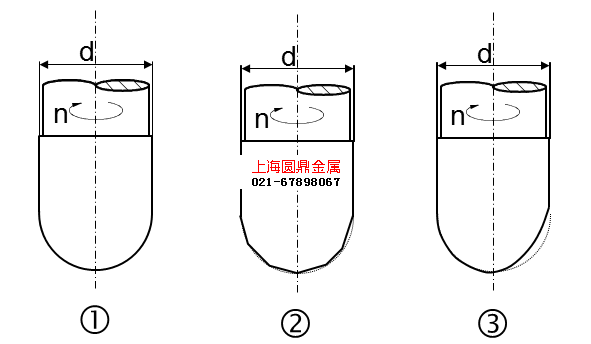
刀具的幾種可能輪廓偏差?
-
輪廓精確?;
-
由于研磨過程不夠精確,而導致在刃部產生不規則碎面?;
-
由于研磨過程不夠精確而導致的半徑偏差。
如果對工件精度要求非常高,應該在刀具生產商那里購買獲得標準認證的刀具。
四、保證刀具的徑向跳動誤差最小
在保證刀柄及刀具系統的最大懸伸長度不超過規定值的前提下,要使主軸能夠精確運轉,必須于刀柄及切削刃處分別檢測刀具的徑向跳動誤差。如果徑向跳動誤差過大就會導致主軸的嚴重震動。
五、如何選擇合適的切削刀具
(1)分析具體加工條件,如主軸及機床性能,刀具的夾持系統,潤滑方式等;
(2)分析工件材料特性;
(3)分析加工表面質量及加工精度要求、成本等;
(4)綜合考慮各種因素,做出最優化的選擇。

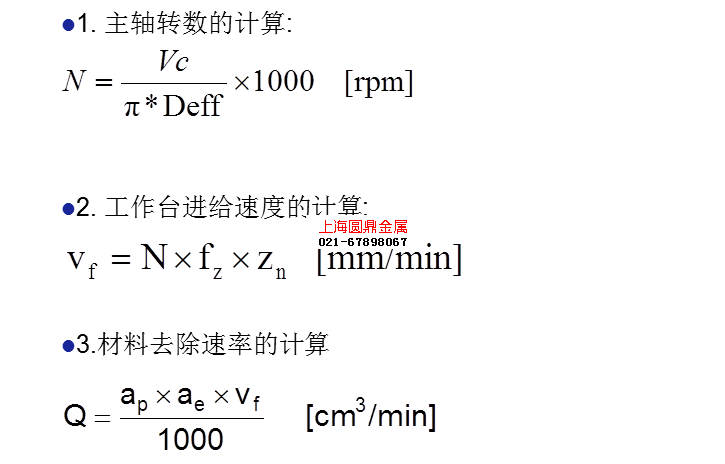
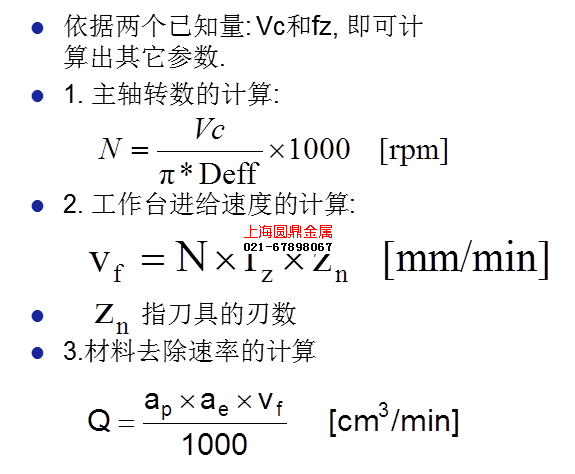
六、高速切削加工參數的計算方法
三項重要公式
七、高速切削過程中的幾個重要術語和加工參數
1. 切削速度Vc
切削速度的定義:Vc=N*p*Deff/1000
Vc是指在特定刀具的情況下,適合某工件材料高速加工的合適的切削速度值,它是指刀具的線速度。
如何正確設定切削速度Vc值:
-
由刀具供應商提供;
-
參考已有的實驗數據;
-
通過大量切削實驗建立自已的數據庫。
Vc值是正確設定其它切削參數的重要依據!
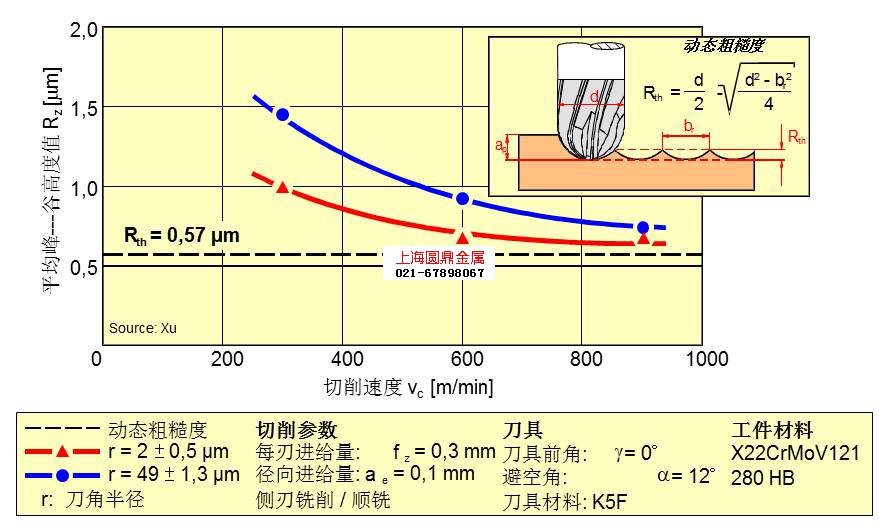
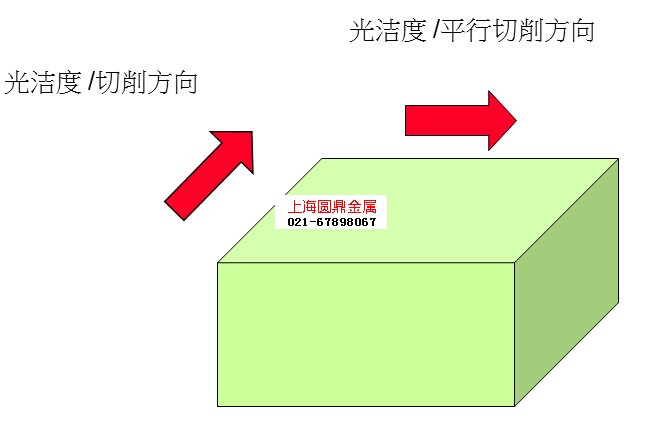
切削速度對表面光潔度的影響▼
不同切削速度下, 所產生的鐵屑顏色比較▼

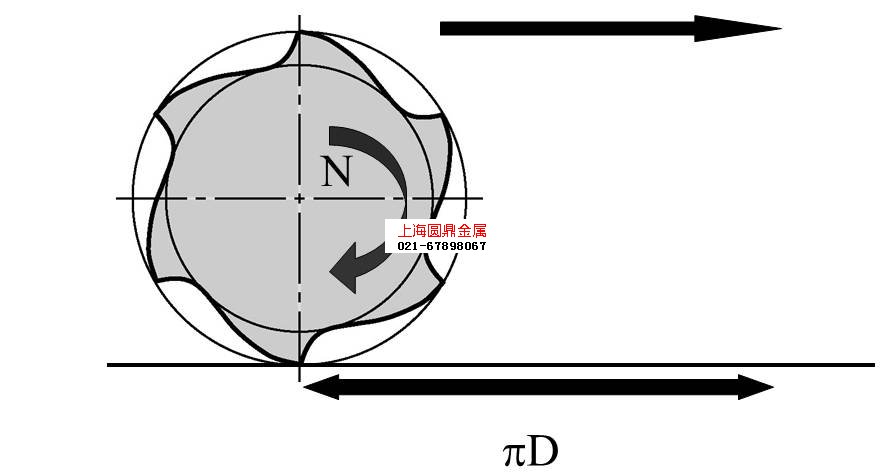
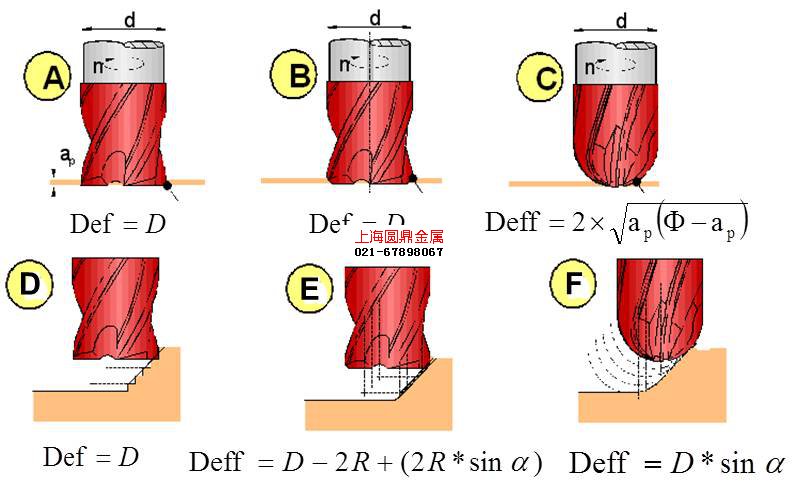
2.有效刀具直徑Deff
有效刀具直徑以及有效刀具直徑的計算。
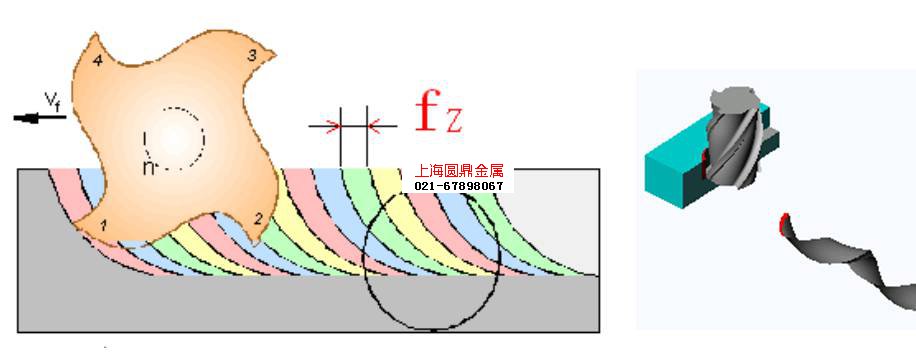
3.每刃進給量fz
每刃進給量的定義:
如何正確設定刀具的每刃進給量:
-
由切削刀具供應商提供;
-
參考別人研究所得的實驗數據;
-
通過大量切削實驗獲得。
每刃進給量的設定正確與否, 對刀具所受切削載荷的合理分布有著極其重要的影響。
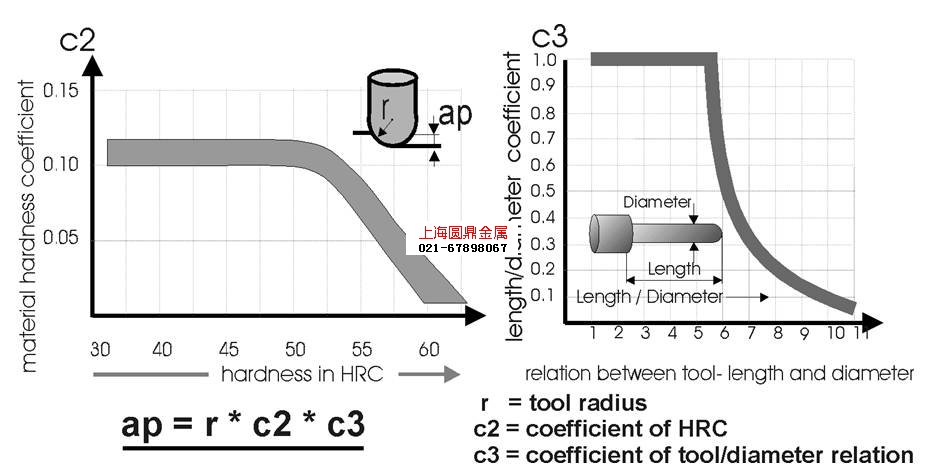
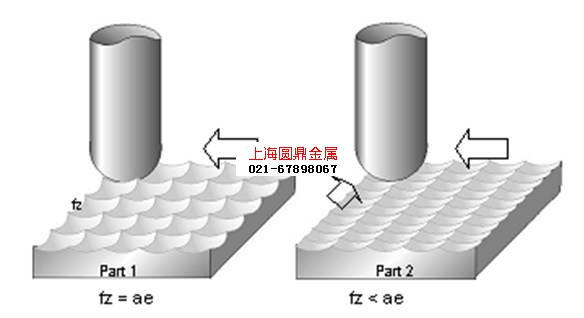
4.軸向及徑向進給量ap& ae
軸向進給量的計算:
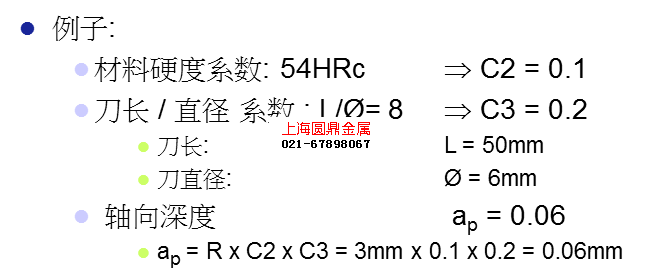
因應主軸、刀具及材料,會影響實際的結果。
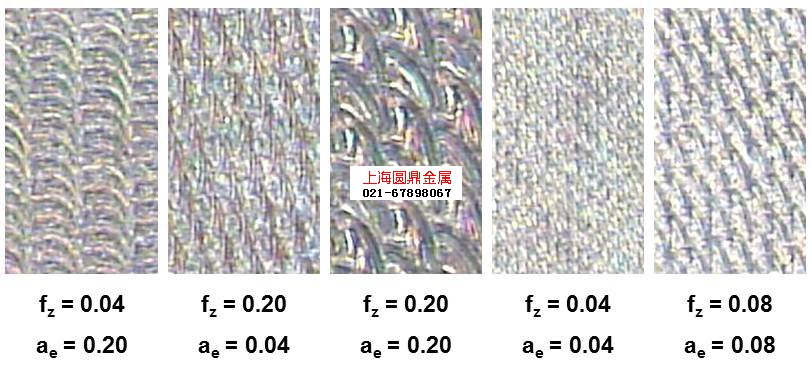
Ae及Fz對光潔度的影響▼
高速加工中,各切削參數的計算方法
加工參數的設定原則
1.在高速加工過程中,必須對加工參數進行優化,不可隨意設定;
2.必須正確設定切削速度Vc值;
3.必須正確設定每刃進給量fz。
合理的取值既可將刀具的切削效能發揮至極限, 使刀具得到充分利用, 提高加工質量和效率; 又不會影響 刀具的使用壽命, 從而達到節約成本, 實現真正高速加工的目的。
八、加工測試
測試刀具在切削S136的能力,本次實驗的測試所使用的刀具如下:
-
直徑: 10mm
-
刃數: 6
-
前角: -13 °
-
涂層: TiAlN

試驗項目▼
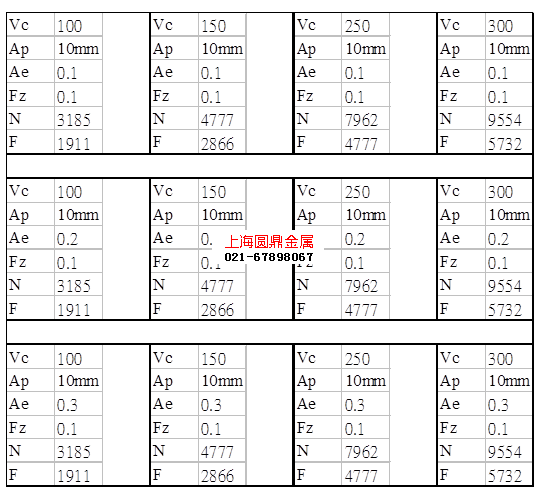
結論:
-
當Vc從150上升至250時嘈音明顯改善;
-
不同Vc值有不同鐵屑顏色,證明加工溫度不同;
-
Fz的改變,亦會影響切削溫度。
> Nimonic80A鎳基高溫合金 ?? ? 2024-12-17
> GH4145一種耐腐蝕、耐氧化 ?? ? 2024-12-17
> GH4169一種以Fe-Ni-Cr為基沉 ?? ? 2024-12-17
> GH3625合金在使用溫度達 ?? ? 2024-12-17
> GH3600(GH600)鎳鉻基高溫 ?? ? 2024-12-17
> GH2132一種以Fe-Ni-Cr為基的 ?? ? 2024-12-17
> GH2901固溶硬化型變形高溫 ?? ? 2024-12-17
上一條:12種超級經典的螺栓防松設計 下一條:17-4PH(SUS630)與lCrl7Ni2區別 返回列表