TC4鈦合金性能
隨著現代社會的不斷進步,為了滿足我國國民經濟的健康發展和國防現代化建設的重大需求,己經制造出具有國際先進水平的大噸位、高精度和高效率鍛造變形設備,節能環保加熱設備在鍛造生產中也得到了大量應用。與此同時,熱模鍛造、等溫鍛造、超塑性鍛造、多向模鍛和粉末鍛造等先進鍛造技術在生產中得到了廣泛應用,輥鍛、斜橫軋、徑向精鍛、擠壓鍛造、輾軋和鐓鍛等特種鍛造技術也得到了大量應用,鍛造CAD/CAM/CAE等新技術得到了工程應用,正在全面開展智能鍛造技術、鍛造模具壽命預測技術和鍛件性能預測技術的工程化研究。隨著先進鍛造技術的發展,鈦合金鍛造技術的發展趨勢包括:
①復雜超薄鍛件精密鍛造技術;
②大型整體鍛件近凈變形技術;
③高可靠鍛件低成本鍛造技術;
④新型材料鍛件鍛造技術;
⑤基于鍛造變形的復合制造技術;
⑥鍛造智能技術(包括數值模擬、鍛造知識系統、生產自動化線和裝備控制)等。
鈦及鈦合金鍛造變形的目的,一是獲得滿足設計要求的鍛件形狀和尺寸,二是使鍛件的微觀組織和使用性能達到設計技術指標要求。然而,鈦合金鍛件質量主要由鍛造工藝決定,也就是說鈦合金在鍛造變形時形成的不良微觀組織很難用熱處理工藝進行改善。因此在制定鍛造工藝之前,必須了解鈦合金的鍛造工藝特性。鈦合金的鍛造工藝特性主要包括以下三個方面。
變形抗力大是鈦合金鍛造變形的顯著特點之一。與鉻鎳鉬合金結構鋼相比,在相同的鍛造變形溫度條件下鍛造變形時,鈦合金的變形抗力大,隨著鍛造變形溫度的降低而快速升高。因此,由于鈦合金變形抗力大,鈦合金在鍛造變形時即使鍛造變形溫度略有降低,也會導致變形抗力的顯著增加,如圖1所示。因此,選擇合理的鍛造變形溫度是鈦合金鍛造的首要任務。
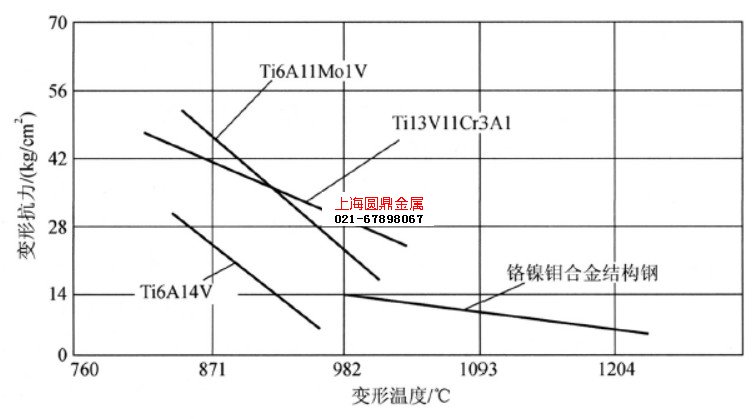
圖1 鍛造變形溫度對鈦合金和鉻鎳鉬合金結構鋼變形抗力的影響
導熱性差是鈦合金的另一個顯著特點,部分鈦合金的導熱系數如表1所示。導熱性差使得鈦合金坯料加熱出爐后表面冷卻比內部要快,如果操作不當會在坯料內外造成比較大的溫度差,加劇鈦合金在鍛造變形過程中坯料內外變形的不均勻性,甚至開裂,會嚴重影響鈦合金鍛件的使用壽命和使用可靠性。因此,充分預熱與鈦合金坯料直接接觸的工具,如鍛模和夾鉗等,是鈦合金鍛造生產中十分重要的工作。
表1 部分鈦合金的導熱系數
|
牌號 |
溫度/℃ |
||||||
|
20 |
100 |
200 |
300 |
400 |
500 |
600 |
|
|
TA2 |
19.3 |
18.9 |
18.4 |
18 |
18 |
18 |
18 |
|
TA7 |
8.8 |
9.6 |
10.9 |
12.2 |
13.4 |
14.7 |
15.9 |
|
TA15 |
- |
8.8 |
10.2 |
10.9 |
12.2 |
13.8 |
15.1 |
|
TC4 |
6.8 |
7.4 |
8.7 |
9.8 |
10.3 |
11.8 |
- |
|
TB10 |
- |
8.4 |
10.9 |
12.3 |
13.5 |
15.2 |
16.5 |
|
TB2 |
- |
8.2 |
10.8 |
11.9 |
13.1 |
14.7 |
16.3 |
|
TB7 |
7.1 |
7.5 |
10 |
10.7 |
13.6 |
15.3 |
16.8 |
由于鈦合金的黏性大和流動性差,要求鈦合金鍛造變形時必須加強潤滑,否則會產生黏模和材料回流現象,同時還會因摩擦力的增大使得變形抗力顯著增加,有時還會因為黏模而撕裂鍛件。試驗研究結果表明:在不采用潤滑劑的條件下,鈦合金高溫鐓粗時的摩擦系數為0.5,當采用玻璃潤滑劑時,鈦合金高溫鐓粗時的摩擦系數為0.04~0.06。因此,鈦合金鍛造時采用合理的潤滑劑是保障鈦合金鍛件質量的重要措施。
與其他金屬材料一樣,對于使用可靠性要求高的鈦合金零件都要采用鍛造工藝進行制造。鈦合金的常用鍛造方法包括:自由鍛造、熱模鍛造和特種鍛造。
鈦合金的自由鍛造(open die forging, ODF)是一種利用外力作用使得鈦合金在上砧與下砧之間變形,獲得具有一定微觀組織和性能、形狀與尺寸鍛件的鍛造方法,特別適用于生產重型機械中的大型鍛件或特大型鍛件。鍛造變形程度是自由鍛造工藝中的重要工藝參數,是細化鈦合金微觀組織的必要條件。當變形程度小于30%時,不能破碎或只能輕微破碎鈦合金中的鑄造組織;當變形程度大于30%時,能夠明顯細化其微觀組織。通常,要使鈦合金中的粗晶針狀微觀組織細化,并轉變為球狀組織,獲得具有良好微觀組織的鈦合金鍛件,鍛造變形溫度應當在a+β相區內,變形程度應大于60%。
鈦合金的熱模鍛造(hot die forging, HDF)是一種利用外力作用使得鈦合金坯料在模膛內變形,獲得具有一定微觀組織和性能、形狀與較高尺寸精度鍛件的鍛造方法。熱模鍛造適合于生產結構形狀較為復雜、尺寸精度較高和機械加工余量較小的鈦合金鍛件。為了使得鈦合金鍛件的微觀組織和性能滿足設計技術指標要求,熱模鍛造在鈦合金鍛造中應用較為普遍。鈦合金熱模鍛造又分為普通模鍛(die forging, DF)、等溫鍛造(isothermal die forging, IDF)、超塑性鍛造(superplastic forging, SPF)三種鍛造工藝。鍛造工藝對鈦合金鍛件的尺寸精度影響顯著。當采用普通鍛造時,普通模鍛件筋的最大高寬比為6:1,精密鍛件的最大高寬比為15:1;當采用等溫鍛造或超塑性鍛造時,精密鍛件筋的最大高寬比為23:1,筋的最小寬度可達2.5mm,腹板最小厚度可達2.0mm。普通鍛造一般用于生產簡單形狀的鈦合金鍛件,等溫鍛造一般用于生產形狀復雜和尺寸精度要求高的鈦合金鍛件,超塑性鍛造一般用于生產形狀極其復雜、截面變化大和使用性能要求高的鈦合金鍛件。
鈦合金的特種鍛造(special forging, SF)是一種利用外力作用使得鈦合金坯料在專用設備上進行變形,獲得具有一定微觀組織和性能、形狀與尺寸鍛件的鍛造方法。特種鍛造的生產效率較高,適合于生產大批量的鈦合金鍛件,如在鐓鍛機和搓絲機上生產螺釘,生產效率成倍增長,但是一種特種鍛造設備只能生產一類鍛件,具有局限性。
鍛造變形溫度、變形程度和變形速度是鈦合金模鍛工藝設計中的關鍵控制參數。從減少鍛造變形能量消耗和充分利用鈦合金塑性的角度出發,鈦合金的始鍛溫度越高越好。例如,Ti6A14V合金在熱模鍛造時的流動應力為1200MPa,等溫鍛造時的流動應力為150MPa,超塑性鍛造時的流動應力為40MPa。在鍛造變形溫度為980℃和變形速度為1mm/s的條件下等溫鍛造Ti6A14V合金鼻狀圈時,最小壁厚為6.3mm;當變形速度為0.04mm/s時,Ti6A14V合金鼻狀圈鍛件在同一截面處的壁厚達到1.52~1.87mm。但是,如果始鍛溫度超過鈦合金的β相變溫度,由于β晶粒的劇烈長大,容易形成魏氏組織,會造成鈦合金鍛件的室溫塑性偏低。鈦合金的始鍛溫度高于β相變溫度,導致晶粒長大和塑性降低的現象,稱為鈦合金β脆性。因此,為了避免α+β合金的β脆性,使得α+β合金鍛件具有優良的綜合性能,應當在β相變溫度以下進行鍛造。鍛造變形溫度對α+β合金和α合金鍛件室溫性能和晶粒尺寸的影響如圖2和圖3所示。對于β合金,鍛造變形溫度高于鈦合金的β相變溫度,也有可能發生β脆性。但是,一方面由于β合金的合金化程度高,其β相變溫度較低(700~800℃),如果在β相變溫度以下進行鍛造,變形抗力過大;另一方面,由于β合金的合金化程度高,如果在β相變溫度以下進行鍛造,其β晶粒的長大速度會低于α+β合金和α合金中的晶粒長大速度。因此,β合金的始鍛溫度總是高于β相變溫度,但是為了盡量避免β脆性,β合金的始鍛溫度不能過高。常見α合金、α+β合金和β合金的鍛造變形溫度如表2到表4所示。
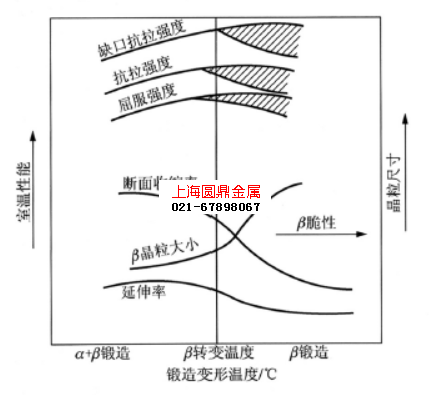
圖2 鍛造變形溫度對α+β合金鍛件室溫性能和晶粒尺寸的影響
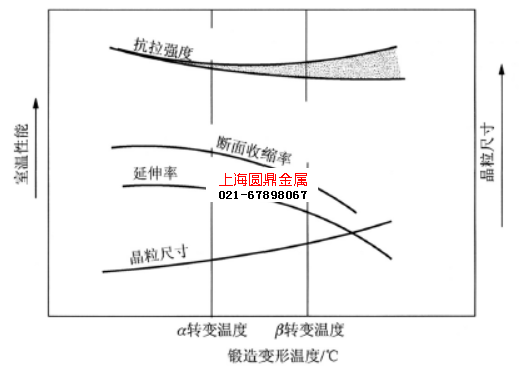
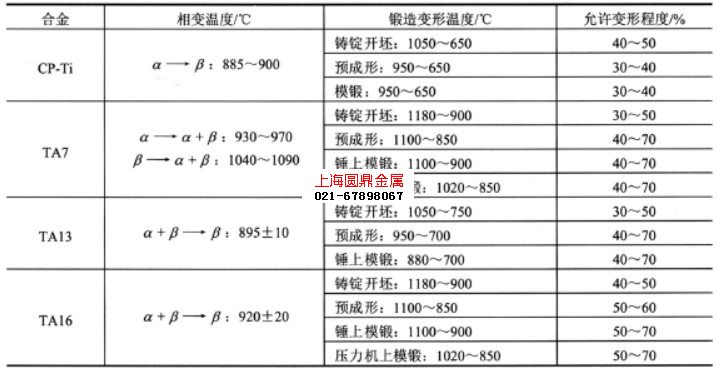
圖3 鍛造變形溫度對α合金鍛件室溫性能和晶粒尺寸的影響
表2 α合金鍛造工藝參數
表3 β合金鍛造工藝參數
表4 α+β合金鍛造工藝參數
鍛造變形程度是決定鈦合金鍛件使用性能的重要因素。試驗研究結果表明,當鍛造變形程度為2%~10%時,鈦合金變形后的晶粒非常粗大,超過上述鍛造變形程度后,變形程度越大,鈦合金變形后的晶粒越細小。當鍛造變形程度大于85%時,由于會發生聚集再結晶,鈦合金變形后的晶粒也十分粗大。另外,提高變形程度可以降低鈦合金鍛造變形時的各向異性,如當變形溫度為800~1000℃、變形程度為75%~80%時,TA2合金微觀組織中的各向異性達到最小;當變形程度為90%左右時,TA6合金和TC6合金微觀組織中的各向異性達到最小。
鈦合金在鍛造變形過程中會同時發生再結晶和加工硬化現象。提高鍛造變 形速度,有時會使得鈦合金的再結晶不能充分進行,導致塑性降低和變形抗力升高。因此,鈦合金鍛造變形時每次行程的變形程度應當大些,變形速度不能過大。對于常用鍛造設備,壓力機的變形速度比較慢,選擇在壓力機上進行鈦合金鍛造,可以降低鈦合金的變形抗力,減少能量消耗,并且變形速度比較低會使得鈦合金的塑性比較高,充型比較容易。
根據鈦合金的鍛造變形溫度,又可分為α+β鍛造(α+β forging)、β鍛造(β forging)、近β鍛造(near β forging)和準β鍛造(quasi β forging)四種鍛造工藝。
(1) α+β鍛造是在低于β相變溫度30~50℃下進行加熱和鍛造變形,獲得典型的等軸組織即α等軸組織+β轉變組織。經過α+β鍛造變形后,鈦合金鍛件的塑性和室溫強度較高,高溫性能和斷裂韌性較低。
(2) β鍛造是完全在高于β相變溫度50℃下或更高溫度下進行加熱和鍛造變形,獲得網籃組織或魏氏組織。經過β鍛造變形后,鈦合金鍛件的抗蠕變性能、斷裂韌性和抗沖擊性高,因“β脆性”和“微觀組織遺傳性”導致塑性和熱穩定性低,應用極少。
(3) 近β鍛造(或稱亞β鍛造)是在低于β相變溫度10~15℃下進行加熱和鍛造變形,獲得10%~20%等軸α+50%~60%片層α+β轉變基體組織。經過近β鍛造變形后,鈦合金鍛件的塑性、高溫性能、疲勞性能和斷裂韌性等綜合性能好。
(4) 準β鍛造是在高于β相變溫度5~10℃下進行加熱和鍛造變形,獲得典型的網籃組織。經過準β鍛造變形后,鈦合金鍛件的抗蠕變性能、斷裂韌性和抗沖擊性較高,塑性和熱穩定性較低。
鈦合金鍛件廣泛應用于航空、航天、艦船、海洋工程、兵器、能源、汽車、冶金和石化等領域,并且都是涉及運行安全的關鍵零件。例如,航空發動機的渦輪盤、葉片,飛機的起落架、翼梁,汽車的曲軸、前梁,發電機組的轉子、葉輪和大軸等。下面結合鈦合金精密鍛造葉片和大型整體鍛件二類鍛件介紹鈦合金等軸技術的典型應用。
航空發動機中有數千件葉片,其中鈦合金鍛造葉片約占1/2,由于鈦合金葉片形狀復雜、葉身截面薄,高溫變形和冷加工均十分困難。特別是,要求壓氣機葉片強度高、抗裂性好和使用壽命長,因此提高鈦合金鍛造葉片的使用性能和降低其制造成本一直受到國內外鍛造技術領域的高度重視,采用高性能的鈦合金精密鍛造葉片(精密鍛造葉片是指葉片鍛鋯后的葉身不需要機械加工即可用作機械零件)替代傳統的鈦合金模鍛葉片得到了廣泛應用,英國羅-羅公司(Rolls-Royce)為遄達900型(Trent 900)航空發動機生產的Ti6Al4V合金精密鍛造葉片如圖4所示。與熱模鍛造工藝制造的鈦合金鍛造葉片相比,俄羅斯采用超塑性變形工藝制造的Ti6.2Al2.5Mo1.5Cr0.2Si0.5Fe合金精密鍛造葉片在強度、塑性和沖擊韌性方面有明顯改善,如表5所示。與熱模鍛造工藝相比,美國采用超塑性變形工藝制造投影面積為9000mm2的Ti6Al4V合金葉片節省40%原材料,制造成本降低20%左右。在我國,西北工業大學和中國航空發動機集團有限公司西安航空動力股份有限公司等攻克了鈦合金葉片精密鍛造工藝,計算機輔助設計,精密制坯,鍛坯潤滑,葉片校正、化銑、三維檢測,多尺度耦合數值模擬和變形工藝參數優化等關鍵技術。研制的TC4、TC6、TC8和TC11等鈦合金精密鍛造葉片在航空、航天和艦船用動力裝置中得到大量應用,與原用鍛造工藝相比,材料利用率由15%提高到30%以上,節約50%左右機械加工費用。
圖4 Ti6Al4V
表5 Ti6.2Al2.5Mo1.5Cr0.2Si0.5Fe合金葉片力學性能
|
工藝 |
抗拉強度 σb/MPa |
延伸率 δ/% |
斷面縮減率 ψ/% |
沖擊韌性/(J/cm2) |
||
|
U形缺口 |
疲勞裂紋 |
|||||
|
超塑性變形 |
縱向 |
1190 |
18 |
54 |
55 |
16 |
|
軸向 |
1150 |
16 |
55 |
51 |
16 |
|
|
熱模鍛造 |
縱向 |
1080 |
16 |
35 |
55 |
10 |
|
軸向 |
945 |
14 |
38 |
43 |
19 |
|
由于技術水平和生產條件的限制,制造大型結構件的原用工藝先采用分塊模鍛,再采用拼焊、鉚接或螺栓緊固的方式進行連接。構件的機械加工耗時長,同時會降低構件的使用強度和可靠性,增加了飛行器的結構重量,且對配合精度提出了很高的要求。鈦合金大型整體件鍛造技術可將傳統的多件組合構件改為整體結構件,大大減輕了飛行器的結構重量,提高了飛行器的結構效益和零部件的安全可靠性。例如,俄羅斯將BT22合金大型鍛件用于蘇27 (SU27)、伊爾76 (IL76)、伊爾86 (IL86)、伊爾96 (IL96)、安124 (A124)和圖204 (TU204)等飛機的機體和起落架;法國將長度達7m的Ti1023合金大型鍛件用于空客380客機的主起落架;美國波音777客機的起落架采用Ti1023合金大型鍛件后,結構減重約270kg;美國F-22戰斗機采用了Ti6Al4V合金整體隔框鍛件,長3.8m,寬1.7m,重量達到1590kg,投影面積為5.16m2。
大型整體鍛件在我國的航空航天領域得到了大量應用。寶鋼集團有限公司、寶鋼特鋼有限公司和西北工業大學等采用等溫鍛造技術,攻克了大型和特大型鈦合金鍛件的近凈鍛造變形,鍛造全過程數值模擬,模具設計與制造,特種加熱裝備設計與制造等關鍵技術。研制的TC17合金整體葉盤和TC4合金軸頸在國家重大工程中得到了成功應用,如圖5所示。因此,發展先進的鈦合金鍛造技術將擴大鈦合金的應用領域。
圖5 TC17合金整體葉盤和TC4合金軸頸
使用鈦合金鍛件作為火力發電的蒸汽輪機葉片,可增加蒸汽輪機的葉片長度,從而提高發電效率,減小轉子的負荷。早在1991年就已經把1m長的Ti-6Al-4v合金葉片應用在了高速旋轉的汽輪機末段。在體育器材方面,鈦合金鍛件可用于高爾夫球桿上,由于β型鈦合金鍛件的強度高,從而可以采用板厚低于3mm的鍛件充當擊球面,使得彈性擊球面通過較長的沖擊作用時間來儲存或釋放能量以緩和沖擊,從而球員不需要用力揮棒便可將球擊得很遠。鈦合金高爾夫球桿擊球面鍛件如圖6所示。此外,鈦合金鍛件在海洋和近海領域、汽車工業、建筑業和醫療器械業中都有較廣泛的應用。
圖6 鈦合金高爾夫球桿擊球面鍛件
金屬鍛壓過程中,由于外摩擦等因素影響會產生不均勻變形,這對實現成形和成形后材料組織性能有重要影響。鈦合金在變形溫度800℃~950℃時,晶粒尺寸雖然得到了細化,但結晶體積分數較小;在950℃~1150℃時,動態再結晶較為充分,組織均勻性相應得到改善,但溫度超過1050℃,晶粒過分長大,合金組織粗化嚴重。具體如圖7。這種粗大α塊又稱大白塊,與網籃組織中細小的正常α條相比,其晶界面比較粗糙,凹凸不平,在形態上表現為不均勻,粗大、由晶界向晶內生長,而正常α條的晶界面比較平滑,影響了鍛件質量。
圖7 鈦合金鍛件顯微組織
容易變形,若工具預熱溫度過低,設備的打擊速度低,變形程度又較大,往往在縱剖面或橫截面上形成X形剪切帶。水壓機上非等溫鐓粗時尤其如此。這是因為工具溫度低,坯料與工具接觸造成金屬坯料表層激冷,變形過程中,金屬產生的變形熱又來不及向四周熱傳導,從表層至中心形成較大的溫度梯度,結果金屬形成強烈流動的應變帶。其次,有殘留鑄造組織。鈦合金。鍛件有殘留鑄造組織時,橫向低倍組織的心部呈暗灰色,無金屬光澤,有網狀結構,縱向無明顯流線;高倍組織中的樹枝晶完整,主干支干互成90°。高溫合金的殘留鍛造組織,在低倍組織中為柱狀晶,枝干未破碎;高倍組織中的晶粒極為粗大,局部有破碎的細小晶粒。
主要指鍛造裂紋。鈦合金的粘性大,流動性差,加上導熱性不好,因而在鍛造變形過程中,由于表面摩擦力大,內部變形不均勻性明顯以及內外溫差大等,容易在鍛件內部產生剪切帶(應變線),嚴重時即導致開裂,其取向一般沿最大變形應力方向。鍛造產生的裂紋,可能是鍛造折疊還有可能是鍛造后的淬火裂紋,制備裂紋的橫向金相試樣看看裂紋附近的組織,是否有過熱過燒的組織,并分析裂紋斷口表面氧化物得成分。
> Nimonic80A鎳基高溫合金 ?? ? 2024-12-17
> GH4145一種耐腐蝕、耐氧化 ?? ? 2024-12-17
> GH4169一種以Fe-Ni-Cr為基沉 ?? ? 2024-12-17
> GH3625合金在使用溫度達 ?? ? 2024-12-17
> GH3600(GH600)鎳鉻基高溫 ?? ? 2024-12-17
> GH2132一種以Fe-Ni-Cr為基的 ?? ? 2024-12-17
> GH2901固溶硬化型變形高溫 ?? ? 2024-12-17
上一條:M2/M42淬火裂紋形成 下一條:電子材料的應用發展 返回列表